
|
|
|
Главная -> Производство силовых конденсаторов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 [18] 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 для электротермических установок, секционные плавкие предохранители и т. д. Качество пайки пакетов во многом зависит от подготовки указанных деталей в механических цехах. Все детали, предназначенные для пайки схемы пакетов, должны быть тщательно облужены и промыты. Какие-либо загрязнения деталей после горячего лужения не допускаются. Пайку схемы пакетов производят вручную электропаяльниками напряжением 36 В на специальных столах, оборудованных кабинами с вентиляционным отсосом. Для пайки крупногабаритных пакетов массой более 20 кг рабочие места оборудуют подъемными средствами (пневмоподъемннками или тельферами). Кроме того, для поворота пакетов, в которых токоподводы расположены с двух противоположных торцовых сторон, рабочие столы снабжают специальными пневмокантова-телями. Перед началом пайки паяльщик должен ознакомиться с чертежом пакета и схемой соединения секций, получить материалы и детали и подготовить рабочее место. Необходимые материалы, приспособления и детали (профилированные палочки припоя, ванночку с флюсом, электропаяльники и т.д.) располагают на рабочем месте в порядке, удобном для пайки пакетов. На рабочем месте не должно быть лишних предметов. Электропаяльник включают в сеть и разогревают до температуры 270-350° С. Рабочую часть паяльника зачищают напильником и облуживают. Если припой тянется за паяльником, необходимо продолжить подогрев паяльника. Если припой не пристает к паяльнику и скатывается с него, паяльник следует охладить, положив на металлическую подставку. Способ ручной пайки очень прост. Качество и надежность ее в основном зависят от квалификации паяльщика. Пайка схемы пакетов осуществляется в такой последовательности. Пакет укладывают на рабочем столе на одну из торцовых сторон так, чтобы токоподводы находились сверху. Необходимо следить, чтобы обертка корпусной изоляции пакета не повреждалась. Обертка с нижней торцовой части пакета должна быть уложена по изгибам кантовки и прижата к секциям. Обертку, выступающую над верхней торцовой частью пакета, располагают таким образом, чтобы все токоподводы были доступны пайке. Наиболее простой по технологии является пайка схемы пакетов с последовательным соединением секций (рис. 38, а, б). При пайке этой схемы облуженные концы токоподводов соседних секций поочередно выравнивают, укладывают друг на друга и прижимают к торцам секцггй. Место спая 3 токоподводов прогревают до полного гладкого покрытия припоем. Затем паяльник снимают, а место спая прижимают деревянной палочкой, которую не удаляют до полного затвердевания припоя. По окончании перепайки к токо-подводам крайних секций также припаивают отводы 5 пакета. Остатки флюса и припоя после пайки удаляют чистой щеткой. Смешанное соединение секций в пакете (рис. 39, а, б) осуществляют при помощи перемычек 2, к которым припаивают токоподводы групп секций. Перемычки в соответствии с чертежом ук-  Рис. 38. Электрическая схема соединения (а) и схема пайки токоподводов при последовательном соединении секций в пакете: i секция, 2 - внутрпсекционная прокладка, 3 - спай токоподводов, 4 - стяжная щека, 5 - отвод. 6 - скрепляющие планки ВетСТВИИ с 4epic/tvuin ул.- ладывают на предварительно выровненные и прижатые к торцам секций концы токоподводов. Конец палочки припоя подносят к месту спая 5 и горячим паяльником поочередно припаивают токоподводы к перемычке. Место спая токоподвода с перемычкой каждый раз прогревают до полного растекания припоя. Сняв паяльник, место спая до затвердевания припоя плотно прижимают деревянной палочкой. Чтобы ускорить остывание припоя, при пайке массивных щин и перемычек вместо деревянных палочек часто применяют металлические (латунные пли алюминиевые). После припайки токонодводов припаивают к крайним перемычкам (в соответствии с чертежом) отводы пакета. Параллельное соединение секций в пакете осуществляют с помощью соединительных щпн. При параллельном соединении токоподводы в секциях обычно располагают с двух противоположных торцов. Поэтому пайку схемы таких пакетов производят с двух торцовых 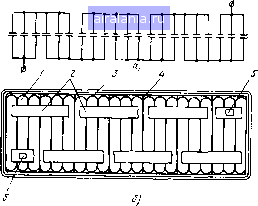 Рис. 39. Электрическая схема соединения (а) и схема пайки токоподводов (б) при смешанном соединении секций в пакете (конденсатор КС6,3): / - секция, 2-перемычка, 3 - корпусная изоляция, 4 -изоляционная прокладка между группами, 5 - место для припайки отводов сторон пакета. С одной торцовой стороны токоподводы всех секций пакета припаивают непосредственно к соединительной шине, свободный конец которой одновременно является отводом пакета. С другой торцовой стороны токоподводы всех секций припаивают к соединительной шине через секционные предохранители. При пайке схемы пакета вначале припаивают токоподводы непосредственно к шине. Затем пакет переворачивают, в пазах межсекционных прокладок закрепляют соединительную шину, одновременно являющуюся вторым отводом пакета, и поочередно припаивают предохранители сначала к токоподводам, потом к шине; припой наносят паяльником, !1§ Способ припайки токоподводов непосредственно к шине ничем не отличается от припайки токоподводов к перемычкам (параллельно-последовательное соединение). Однако, когда шины имеют значительную длину (пакеты конденсаторов П габарита), их во избежание смещения в нескольких местах предварительно прихватывают к токоподводам. 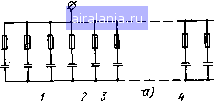
Рис. 40. Электрическая схема соединения (а) и схема пайки токоподводов (б) при параллельном соединении секций в пакете (конденсатор КС0,66 однофазный): / секция, 2 - соединительная шина, 3 - место для припайки отвода, 4 - корпусная изоляция, 5 - предо.чранитель, 6 - токоподвод, 7 - межсекцнонная прокладка При расположении токоподводов в секциях с одной торцовой стороны (рис. 40, а, б) последовательность пайки не отличается от вышеописанной. Наиболее сложной по технологии является пайка схемы пакетов конденсаторов для электротермических установок. Сложность состоит в необходимости припайки деталей к алюминиевой фольге, выступающей из торцов секций. С одной стороны пакета к выступающей из секций фольге припаивают выполненную в виде змеевика охлаждающую медную трубку 1 (рис. 41, а). Припайка этой трубки обеспечивает электрическое соединение 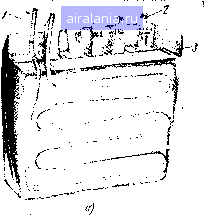  Рис. 41. Пакет конденсатора ЭСВ: а - со стороны охлаждающей трубки, б- со стороны предохранителей; / - охлаждающая трубка, 2-групповой отвод, 3 - обертка, 4 - корпус, 5 - пакет, 6 - предохранитель друг с другом выступающих обкладок всех секций пакета 5 одной полярности. Кроме того, охлаждающая трубка, соединенная с корпусом 4, является общим выводом конденсатора. С другой стороны пакета выступающую фольгу каждой секции в отдельности через предохранитель 6 по группам присоединяют к групповым изолированным от корпуса отводам 2 (рис. 41, б). Пайку схемы пакетов производят после их предварительной сушки и электрических испытаний. Вначале припаивают охлаждающую трубку, а затем предохранители к секциям и групповым отводам. Перед пайкой пакеты и охлаждающие трубки разогревают до температуры 80-90° С в специальных термошкафах, что . в значительной мере облегчает пайку и обеспечивает ее надежность. Непосредственно перед припайкой трубок торец пакета облуживают цинковым припоем на специальном станке (рис. 42) механическим способом, Перед пуском станка в ванну закладывают цинковый припой и разогревают его до температуры 300- 360° С. Затем включают электродвигатель, и станок готов к работе.  Рис. 42. Станок для механизированного облуживания торцов пакетов конденсаторов ЭСВ Предварительно разогретый пакет укладывают поверхностью, подлежащей облуживанпю, на направляющие станка. Перемещаясь под действием толкателя, пакет проходит между медным и прижимным валами. Медный вал, соприкасаясь с расплавленным припоем и вращаясь навстречу движению пакета, равномерным слоем наносит припой на выступающую с торцов секций фольгу. Облуженный пакет снимают с направляющих на противоположной стороне станка. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 [18] 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 0.0107 | |||||||||||||||||||||||||