
|
|
|
Главная -> Производство силовых конденсаторов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [32] 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 повышать культуру производства и качество конденсаторов. При индивидуальной заливке отпадает необходимость в осушке конденсаторов перед выгрузкой. Выгрузку конденсаторов производят после охлаждения их в шкафу до температуры не выше 60° С. § 54. Сборка и герметизация конденсаторов после пропитки Конденсаторы, прошедшие вакуумную сушку и пропитку в корпусах, после выгрузки из шкафа поступают на участок герметизации для запайки заливочных отверстий. Когда конденсаторы подвергаются сушке и пропитке без корпусов, выемные части в контейнерах после выгрузки предварительно доставляют на участок сборки, где выполняют их сборку с корпусом и последующую герметизацию собранных конденсаторов. Это относится только к некоторым конденсаторам в изоляционных корпусах. До сборки выемные части конденсаторов должны храниться в плотно закрытых контейнерах, в шкафах или под вакуумом полностью погруженными в пропитывающую жидкость. Сборка после пропитки представляет определенные трудности и является ответственным этапом в изготовлении конденсаторов, связанным с необходимостью предохранения пропитанных пакетов не только от различного рода загрязнений, но и от увлажнения и попадания в них воздуха. Технология сборки конденсаторов разных типов после пропитки не имеет принципиального различия и состоит из следующих основных операций: подготовки корпусов и деталей для сборки; замера и подгонки емкости выемной части; сборки выемной части с корпусом; обезгаживания и заливки пропитывающей жидкостью под вакуумом собранных конденсаторов; доливки пропитывающей жидкости и герметизации. Подготовка корпусов и деталей для сборки. Корпуса и детали, соприкасающиеся с выемной частью и пропитывающей жидкостью, могут вносить загрязнения внутрь конденсаторов и значительно снижать их электрические характеристики. Поэтому при сборке конденсаторов необходимо соблюдать надлежащую чистоту не только корпусов и деталей конденсаторов, но и рабочего места. Фарфоровые покрышки (корпуса) перед сборкой следует или вымыть проточной водой и затем высушить, или тщательно протереть чистой ветошью или бязью. Наружные поверхности покрышек должны быть подвергнуты не менее тщательной очистке, чем внутренние. Необходимо иметь в виду, что на холодных покрышках, внесенных в теплое помещение, происходит конденсация влаги. Поэтому до начала сборки покрышки должны нагреться до температуры окружающей среды. Цилиндры из бакелизированной бумаги, увлажняющиеся в обычных условиях, для увеличения электрической прочности и сопротивления изоляции предварительно подвергаются вакуумной сушке и пропитке конденсаторным маслом. Сушку и пропитку производят в термовакуумных шкафах в течение 24 ч при температуре 80-90° С и давлении не выше 20 Па. Крышки конденсаторов также следует протирать бязью, а крепежные детали хранить в специальной таре, предотвращающей их загрязнение. После подготовки деталей выполняют сборку корпуса конденсатора, которая заключается в соединении фарфоровой покрышки или бакелитового цилиндра с нижней крышкой. При сборке нижней крышки 14 (рис. 74) с фарфоровой покрышкой 4 последнюю устанавливают нижним торцом вверх. На покрышку надевают фланец 15, разъемное кольцо 2 и резиновую прокладку 3, предохраняющую фарфор от механических повреждений. Затем в резьбовые отверстия нижней крышки ввертывают стяжные шпильки 13, а в проточку укладывают кольцевую уплотняющую, резиновую прокладку. После установки крышки на торец фарфоровой покрышки фланец 15 с разъемным кольцом 2 приподнимают, насаживают отверстиями на концы шпилек 13 крышки и гайками равномерно притягивают к конусной части торца покрышки. При этом разъемное кольцо по всему периметру должно упираться в резиновую прокладку 3. Сборку фарфоровых покрышек с нижними крышками можно производить и в другой последовательности: на уложенную на пол нижнюю крышку помещают уплотняющую прокладку и устанавливают фарфоровую покрышку с предварительно надетыми на нее фланцем, разъемным кольцом и резиновой прокладкой. Этот способ применяют при крупногабаритных фарфоровых покрышках, для перемещения которых используют подъемные устройства. Замер и подгонка емкости выемной части. Непосредственно перед сборкой конденсаторов производят замер и в случае необходимо- J сти подгонку емкости \ 1 выемных частей. Эти операции выполняются главным образом при сборке конденсаторов, имеющих малые допуски по емкости, и служат для обеспечения емкости готовых конденсаторов в заданных пределах. К указанной группе конденсаторов преимущественно относятся конденсаторы связи. Измерение и подгонка емкости обычно связаны с извлечением выемных частей из масла. Поэтому во избежание увлажнения и попадания воздуха в секции эти операции необходимо выполнять в минимально возможное время. Время пребывания выемной части на воздухе с момента извлечения ее из контейнера до посадки в корпус с маслом не должно превышать 15 мин. Если позволяют условия, измерение и подгонку емкости следует производить в масле, без извлечения пакетов на воздух. Для определения емкости надо применять приборы, обеспечивающие необходимую точность измерений. Если общая емкость выемной части при измерениях укладывается в заданные пределы, выемная часть посту- 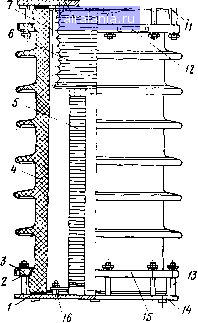 Рис. 74. Устройство конденсатора ДМР80-0,0044: /и 3 - уплотняющая и резиновая прокладки, 2 - разъемное кольцо, 4 - фарфоровая покрышка, 5 -пакет, « - расширитель, 7 - отвод пакета, 8 - изоляционный и стальной диски, 9 - обратный клапан, IQ-пробки, и 14 - верхняя и нижняя крышки, /2-маркировочная табличка, 13 - стяжная шпилька, 15-фланец, 16 - болт для крепления пакета пает непосредственно на сборку с корпусом. В противном случае производят подгонку емкости. Конденсаторы, связанные с подгонкой емкости, обыч-, но имеют большое количество последовательно соединен-аых секций или групп секций в пакетах. Подгонка емкости таких пакетов в заданные пределы легче всего может быть осуществлена в том случае, когда емкость занижена и требуется ее увеличение. Поэтому конденсаторы заранее рассчитывают так, чтобы их емкость после пропитки находилась на нижнем пределе допуска. Подгонка емкости может быть осуществлена двумя путями: дополнительной подпрессовкой пакетов выемной части и отключением нескольких последовательно соединенных секций или групп секций в пакетах. В первом случае для увеличения емкости в конструкции щек пакетов предусмотрена установка регулировочных болтов, позволяющих производить сжатие секций в пакете. Во втором случае в пакеты при их изготовлении закладывают дополнительные секции, отключение которых при подгонке емкости не оказывает влияния на электрическую прочность конденсаторов. Секции отключают перепайкой их токоподводов накоротко. Во избежание внесения загрязнений перепайку токоподводов следует производить без применения флюсов. Подгонка емкости выемных частей, состоящих из нескольких пакетов, должна быть выполнена таким образом, чтобы не только общая емкость выемной части, но и емкости отдельных пакетов и последовательно соединяемых групп пакетов также находились в заданных пределах. Это требование вызвано необходимостью равномерного распределения напряжений в пакетах и секциях конденсаторов для повышения их надежности в эксплуатации. Сборка выемной части с корпусом. Этот процесс состоит из следующих основных операций: посадки выемной части в корпус, закрепления ее на нижней крышке и сборки верхней крышки с корпусом. После того как произведены замер и подгонка емкости, выемную часть конденсатора переносят в корпус и выполняют механическое и электрическое соединение с нижней крышкой, являющейся одним из выводов конденсатора. Выемную часть с нижней крышкой соединяют обычно болтами (рис. 75). Скобы 4 нижних щек выемной части насаживают на приваренные к крышке болты 5 и при помощи торцового ключа прижимают гайками 6. Посадку выемной части в корпус осуществляют с помощью направляющих стержней, которые предварительно соединяют с болтами. Направляющие стержни одновременно позволяют опускать гайки и навертывать их на болты. Рис. 75. Соединение выемной части с нижней крышкой болтами: / - крышка, 2-ш;ека кета, ш;екн,  паз-пакет, 4-скобы 5 - болт, 6 - гайка, 7 - шайба Жесткие стенки фарфоровых и бакелитовых корпусов не могут обеспечить компенсацию температурного изме- 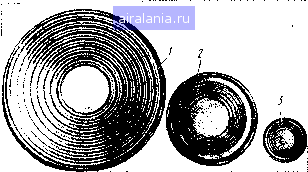 Рис. 76. Расширители для конденсаторов; / -CMJ66 Т-14, 2 - ДМР80-0,0044, 3 - ДМР80-0,001 нения объема пропитывающей жидкости в конденсаторах, поэтому внутри конденсаторов создают воздушную подушку или устанавливают расширители (рис.76). Для уменьшения объема пропитывающей жидкости и облегчения компенсации свободное пространство между выемной частью и корпусом конденсатора часто заполняют твердыми изоляционными материалами. В качестве заполнителя обычно используют отходы электрокартона и гетинакса, пропитанные вместе с выемными частями. Конденсаторы без расширителей после заливки пропитывающей жидкостью направляют на обезгаживание и затем производят их сборку с верхней крышкой и окончательную герметизацию. Конденсаторы с расширителями (обычно к ним относятся конденсаторы связи) проходят вакуумную обработку после установки расширителей и сборки с верхней крышкой. Для обезгаживания и индивидуальной заливки пропитывающей жидкости в верхних крышках предусмотрены заливочные отверстия. При сборке конденсаторов с расширителями отвод выемной части с защитной прокладкой поднимают на верхний торец корпуса. В случае необходимости в корпус закладывают заполнитель. Затем на выемной части поочередно размещают расширители, которые от щек выемной части и выступающих деталей верхней крышки защищают стальными дисками и изоляционными прокладками. Расширители, применяемые для компенсации температурного изменения объема пропитывающей жидкости, должны быть герметичными. Проверку на герметичность проводят дважды. Для первой проверки, выявляющей грубые течи, расширитель погружают в нагретое до 50- 60° С конденсаторное масло и слегка сжимают. Места течи обнаруживают по появлению пузырьков воздуха. Для второй проверки, выявляющей малые течи, расширители укладывают в струбцины и выдерживают под вакуумом при давлении не более 100 Па в течение нескольких часов . Негерметичные расширители обнаруживают по вогнутым внутрь стенкам. Сборка верхних крышек с корпусом для всех конденсаторов не отличается от сборки нижних крышек, за исключением того, что при установке верхних крышек к ним присоединяют отводы выемных частей болтами или непосредственно припайкой к крышке. Обезгаживание и заливка пропитывающей жидкостью под вакуумом собранных конденсаторов. В процессе сборки выемные части конденсаторов некоторое время находятся на воздухе, что приводит к неизбежному попаданию его в секции, главным образом с их торцовых сторон, и ухудшению первоначальных электрических характеристик конденсаторов. Поэтому после сборки конденсаторы Необходимо подвергать откачке для максимально возможного удаления воздушных включений с последующей Заливкой пропитывающей жидкостью под вакуумом. Откачку конденсаторов выполняют в специальных Шкафах, снабженных механическими насосами. Для этой. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [32] 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 0.0306 |